

全自動平衡機系統的控制過程
發布時間:
2024-07-03 17:37
控制流程
對全自動平衡機的工作過程實施控制, 主要是對工件(轉子)不平衡量的測量及校正兩個階段實施控制, 達到全自動實現的目的。控制過程的流程圖見圖2其中, 測量夾具夾/松操作、旋轉夾具夾/松操作、銑刀轉/停操作均PLC控制, 而負責工件旋轉、進給的兩個步進電機和負責帶動銑刀快進/退、工進/退的步進電機的控制信號則由步進電機控制卡給出。由圖 1 可以看出 ,全自動平衡機的工作過程主要包含兩個步驟 :
(1) 不平衡量測量 , 信號處理 , 判斷工件是否合格 , 是則打印測試報告并結束 , 否則進行步驟 2;
(2) 按控制策略去重 , 并轉步驟 1, 檢測工件是否已達標。
在步驟 1 中工件的轉速、 旋轉持續時間是本步驟控制的重點。因為工件的轉速會影響不平衡量的測量精度及旋轉持續時間 ( 在加速度一定的情況下 ) ,旋轉持續時間決定了流水線的吞吐率。 在工件加速旋轉過程中 , 分析測量信號 ,一旦測量信號穩定若干周期即停止旋轉 , 并在減速過程中并行執行其他控制動作的方法 , 經實踐檢驗是一個合理可行的控制方法。
在步驟 2 中 , 建立去重模型是關鍵 , 決定了去重時間 ( 能否一次完成 ) 和精度。各工步間的配合、 優化也是控制策略必須考慮的問題。
另外 , 不同類工件進行動平衡前 , 標定操作也是控制過程的一個重要環節 ;各工步的并行安排、 優化配合是提高系統效率、 節能降耗的保證。
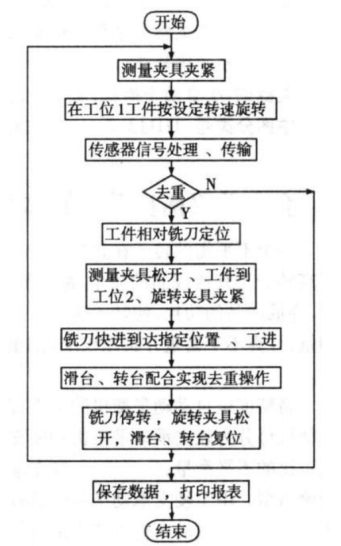
圖 1 控制流程圖
相關新聞
2024-07-03
平衡機發展迄今已經有一百多年的歷史。1866年,德國西門子公司發明了發電機。4年后,加拿大人Henry Martinson申請了平衡技術的專li ,拉開了平衡校正產業的序幕。
2024-07-03
電機轉子裝配工的一般操作規程如下: 1、工作前,整理場地,放穩各零、部件,并檢查裝配使用工具和工作環境是否安全良好。 2、吊放電機機座、底板、定子、轉子、軸承等大型部件時必須放好方箱或墊木...
廣州卓玄金機械設備有限公司
傳真:020-36969822
地址:廣東省廣州市花都區大華大街34號(廣州卓玄金機械設備有限公司)

關注我們
Copyright ? 2022 廣州卓玄金機械設備有限公司