

電機轉子不平衡量的工藝設計
發布時間:
2024-07-03 17:37
事實上,任何一個需要平衡的電機轉子,其不平衡點大小和位置都是未知數,無法進行計算,只能用動平衡試驗機,即在運轉中測定兩平面上所應加重或減重的平衡質量的大小和相位。
動平衡機的精度和轉子允許的動平衡精度是兩種不同的概念,不可以混淆。動平衡機是一種機電一體化的檢測設備,其機械部分是由底座、擺架(包括滾輪架) 、傳動裝置和傳感器等部件組成,即轉子在擺架上旋轉時,擺架上的微小振幅,通過傳感器將機械信號供給電測箱的過程稱為不平衡量的測試。動平衡機的精度是機械部分上的各環節的質量累加確認檢出的。包含了零部件的加工誤差、裝配的同心度、傳動裝置中萬向節和傳動輪的誤差、接套公差間隙配合誤差及兩只傳感器的靈敏度和線性度匹配等影響因素。因此要最終獲得精確的不平衡值及所對應的角度位置,要通過機械信號輸入到電測箱后,在電測箱中通過各環節的運算、刪除濾去無用信號后獲得。電測箱的元器件質量、程序軟件及線路設決定動平衡機的精度。目前國內企業均按照國際標準 ISO2953:1999國際標準以及行業標準進行產品的出廠檢驗。對于通用平衡機檢定可以按照國家標準《通用臥式平衡機校驗法》(GB4201-84)和《立式平衡機檢驗法》 (GB7622-87)為依據校驗轉子。
而電機機械動平衡品質的重要因素是轉速,而影響轉速的因素共分為如下三大類:
第一類是轉子轉速,影響它的因素有質量、慣性矩、寸法、可允許剩余不平衡量、轉子特性、剛性、繞性等。
第二類是平衡機轉速,影響它的因素有工作范圍支承形式、驅動形式、驅動功率和測量系統等。
第三類是整體轉速,影響它的因素有準備工作、循環時間、必需的保護裝置、校正、能源消耗等。
雖然轉子不平衡量是一項很復雜的工作,但是通過了解動平衡機的電子原理,從幾個大方向進行工藝設計及改善,最終達到提高產品品質,延長轉子壽命的目的。
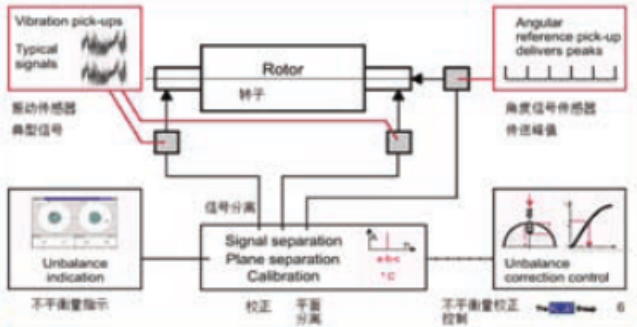
圖 1 電子動平衡原理圖
第一類是測量模式的選擇。一般不同平衡機的測量模式是不同,力檢測應用“硬支撐”平衡機,而位移檢測應用“軟支撐”平衡機。因此從工藝角度上分析驅動系統便成為設計的首要因素。目前動平衡機驅動系統有皮帶驅動系統、壓縮空氣驅動系統、開式電磁驅動系統、自驅動系統等幾類。制造企業可以根據自己的需求和成本選擇驅動系統。(見下圖 5)
目前制造企業可以根據作業效率、穩定性、作業性等因素選擇動平衡的驅動系統。
其中經常應用的是皮帶驅動系統中的切線式。原因設計簡單、取放制品作業方便、設備維護及皮帶更換方便,適合標準化生產。也可以根據生產需求選擇上皮帶式驅動系統和下皮帶式驅動系統。雖然該兩項更穩定但是由于治具之間摩擦影響對不平衡量有一定影響。同時作業員也不易操作。如下是皮帶驅動系統模式模擬圖形。
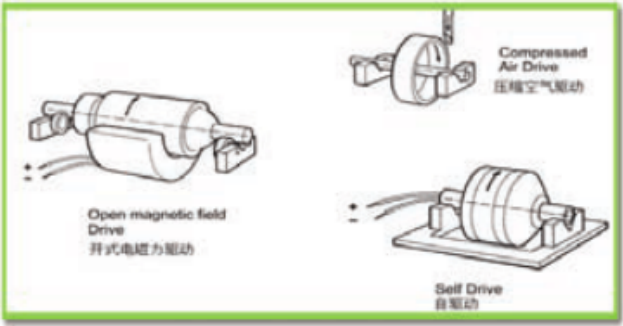
圖2 特殊驅動系統模式圖
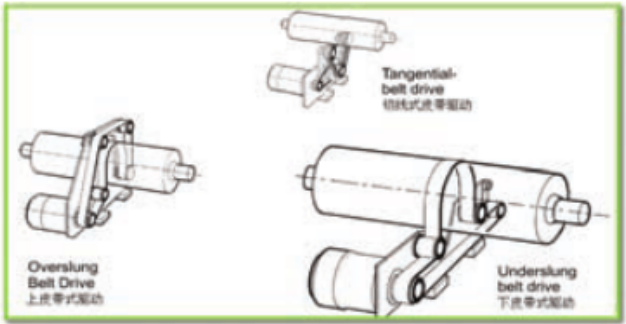
圖3皮帶驅動系統模式
第二項工藝上需要關注的是擺架和支撐座的選擇。只有驅動系統、擺架和支撐座等外在因素越穩定,則影響汽車電機的平衡量的測定精度就越高。圖(7)是我們經常設計及應用的擺架及支撐座設計模式。其中第 2處及第 3 處是最佳模式。
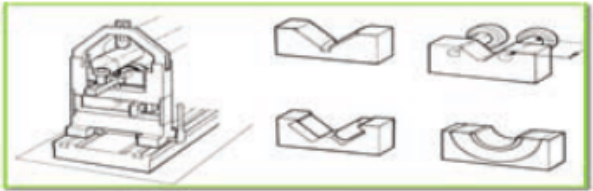
圖4 擺架和支撐座設計模式
第三項是從測量信號分析,通過傅立葉分析方法將振動傳感器信號波形過濾輸入到測量系統中,進行判定。雜波過濾得越徹底,則平衡測量數據精度越高。 (見下圖 8)因此在電機轉子測定動平衡時,都要首先確認裝置的溫度、機械的穩定度、過濾開關、接觸器發生電子脈沖的干擾及錯誤的發生頻率及時間規律。即設備的初始化狀態。
第四項從測量系統標準件校正分析。動平衡機的測量值精確取決于動平衡機初期標準件校正的精度。標準見本的基本做法是在鐵芯轉子同一面上標刻出水平的 2處釘鉆孔。注意該面一定作成角度傳感器的水平面,然后將轉子修正為左右動平衡均在 0.010g以下,越小越好。
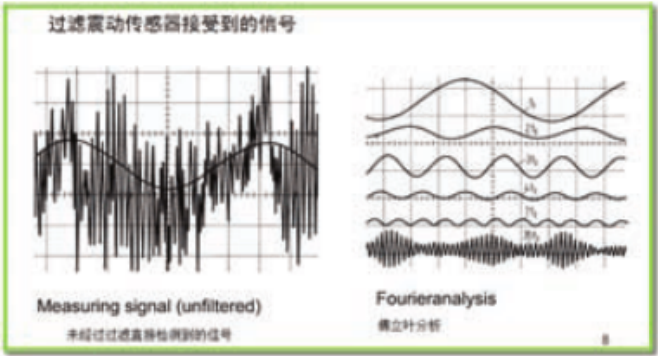
圖 5 過濾振動傳感器信號原理圖
最后選擇標準釘重對動平衡機分別進行速度、不平衡量、角度校正。該標準件準確性越高則需要修正轉子的修正效率越高。
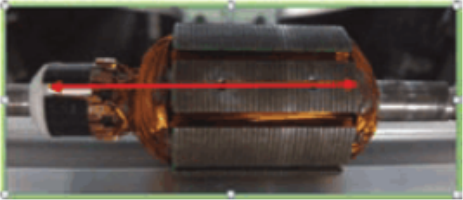
圖 6 標準見本事例
標準見本作為以后設備精度確認及校正的關鍵產品,長期應用。因此要特別注意其的精確度及狀態。
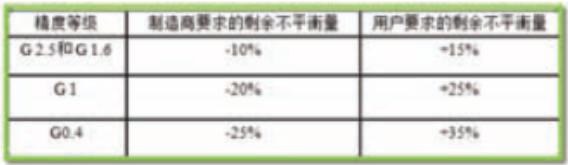
圖 7 制造商和用戶要求不平衡量標準
微電機的振動和減小噪聲已越來越被廣大電機制造技術人員所重視。轉子的質量分布對其軸線而言,不均勻不對稱的不平衡久存轉子中。影響發電機的性能,縮短其使用壽命。因此微電機制造業及設計都希望對現有設計電機能進行精準的判定及修正。由于動平衡操作和計算復雜及因素過多,因此很多動平衡機制造企業通過改善力學傳感器輸出信號放大驅動學系統。將動平衡機設計便利準確滿足各類微電機 100%進行測定及修正,達到提高產品品質,延長產品壽命的作用。
相關新聞
2024-07-03
平衡機發展迄今已經有一百多年的歷史。1866年,德國西門子公司發明了發電機。4年后,加拿大人Henry Martinson申請了平衡技術的專li ,拉開了平衡校正產業的序幕。
2024-07-03
電機轉子裝配工的一般操作規程如下: 1、工作前,整理場地,放穩各零、部件,并檢查裝配使用工具和工作環境是否安全良好。 2、吊放電機機座、底板、定子、轉子、軸承等大型部件時必須放好方箱或墊木...
廣州卓玄金機械設備有限公司
傳真:020-36969822
地址:廣東省廣州市花都區大華大街34號(廣州卓玄金機械設備有限公司)

關注我們
Copyright ? 2022 廣州卓玄金機械設備有限公司